

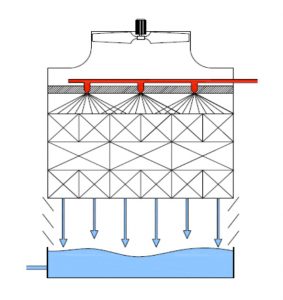

Compact open cooling towers pre-assembled at factory
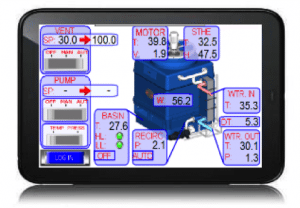
A central monitoring unit enables the autonomous management of the tower, based on the set parameters and the information gathered from the various probes installed. The main component is a PLC that integrates algorithms, PID to optimise the power consumption of the fan motors and circulating pumps motors, according to the set-point values introduced. (Circulating pumps are only available on closed-circuit tower range).
The control panel comes as standard with a 4.3” touch screen, allowing full operational control of the “Smart Cooling Tower”. As an optional extra the screen size can be increased to 7” & 10”.


